
При выборе метода нарезки резьбы на крупных механизмах рекомендуется применять метод реечной нарезки или использование токарных станков с ЧПУ. Эти способы обеспечивают высокую точность и повторяемость при выполнении операций.
Для начала работы с крупными механизмами следует обеспечить качественную подготовку инструмента. Оптимальными являются carbide инструменты, способные выдерживать большие нагрузки и продлевающие срок службы. Рекомендуется также устанавливать постоянные параметры резания, такие как скорость, подача и глубина реза, чтобы минимизировать риск повреждения как инструмента, так и детали.
Не забудьте о правильной системе охлаждения. Использование эмульсий или специализированных смазочных средств значительно снизит тепловую нагрузку на резец, улучшая его работу и качество получаемой резьбы. Контроль температуры резания позволяет избежать деформаций деталей.
Обязательно ведите мониторинг состояния деталей и инструмента после каждого этапа нарезки. Это позволит своевременно выявлять неисправности и предотвращать возможные сбои в процессе производства, что обеспечит стабильное качество и надежность нарезаемых резьб.
Выбор инструментов для нарезки резьбы на крупных деталях

Выбор инструмента для нарезки резьбы включает в себя несколько ключевых аспектов. Для обработки крупных деталей рекомендуется использовать плашки и мерзкие резцы, в зависимости от типа и размера резьбы. Плашки подходят для внутренней резьбы, а резцы – для внешней.
При работе с крупногабаритными механизмами обратите внимание на материал инструмента. Высокоскоростные сталевые (HSS) и карбидные резцы обеспечивают хорошее качество нарезки и долговечность. Карбидные инструменты предпочтительнее при обработке тяжелых металлических деталей.
Скорость и подача также имеют значение. Для крупных деталей рекомендуется использовать меньшую скорость вращения и более высокую подачу, чтобы избежать перегрева и износа инструмента. Убедитесь, что система охлаждения работает эффективно, чтобы поддерживать оптимальную температуру во время нарезки.
Контроль за геометрией резьбы важен. Выбор инструмента с правильными углами заточки позволяет добиться высокой точности и качества поверхностей. Следует также учитывать тип резьбы: метрическая или дюймовая, так как это влияет на выбор плашек и резцов.
Для больших деталей, где применение ручного инструмента затруднительно, рекомендованы станки с ЧПУ, которые обеспечивают высокую точность и повторяемость. Компьютеризированные системы позволяют программировать параметры нарезки, что сокращает время и повышает качество обработки.
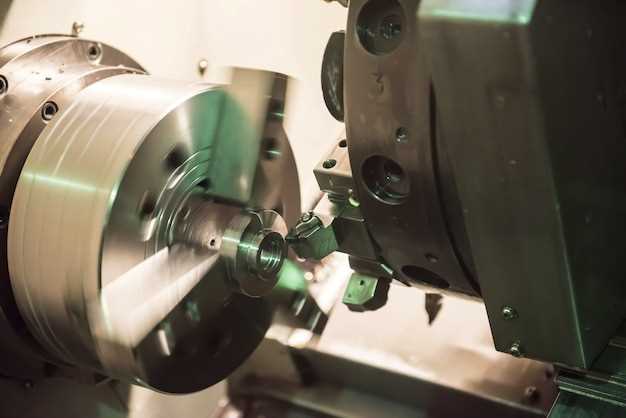
Технологический процесс нарезки резьбы на токарных станках

Для нарезки резьбы на токарных станках необходимы точные настройки инструмента и механизма. Убедитесь, что заготовка надежно закреплена в патроне. Выбор резьбового инструмента должен соответствовать типу нарезаемой резьбы: дюймовой, метрической или трапециевидной.
Настройте параметры резания: скорость вращения заготовки, подачу инструмента и глубину резания. Для резьбы М16 рекомендуется скорость около 300–500 об/мин, а подача – 0,2–0,3 мм/оборот.
Перед началом нарезки резьбы выполните пробный проход для контроля точности и качества. Проверьте наличие заусенцев и улучшите процесс смазкой, чтобы уменьшить трение и износ инструмента.
При использовании резьбонарезного инструмента соблюдайте углы резания: угол передней грани для стальных заготовок составляет 8–15 градусов, для маломощных сплавов – 10–20 градусов. Проверяйте износ инструмента через каждые 5-10 резок и заменяйте по мере необходимости.
Обратите внимание на охлаждение зоны резания. Использование эмульсии или масла повысит качество и уменьшит риск перегрева. При завершении работы снимите заготовку и проведите финальную проверку резьбы с помощью щупов или калипров.
Соблюдение технологии нарезки резьбы гарантирует долговечность изделия и точность размеров, что критично для функционирования крупных механизмов.
Контроль качества резьбы и исправление дефектов
Регулярная проверка параметров резьбы осуществляется с помощью микрометров и штангенциркулей. Необходимо фиксировать шаг, диаметр, конусность и поверхность резьбы. Используйте шаблоны и специальное оборудование для визуального контроля на сверлах и резьбонарезных инструментах.
При обнаружении дефектов, таких как неровности или неправильный шаг, следует применять методы механического исправления. Для небольших дефектов может подойти шлифовка. В случае значительных отклонений, резьбу придется нарезать заново.
Важно проводить контроль после каждой операции обработки. Применяйте контрольные планки для обеспечения точности размеров и соответствия стандартам качества. Неправильная резьба может привести к неработоспособности механизма, поэтому внесите стандартизацию в процессы контроля и исправления.
Для повышения качества резьбы используйте смазочные материалы, которые снижают трение и износ резцов. Оптимизация скорости резания также неопходна для предотвращения перегрева и повреждения рабочих поверхностей инструмента. Обучение операторов технике контроля и исправления дефектов усилит соблюдение стандартов качества.







